

新聞中心
公司主要定位于金剛石新材料的開發與應用
數控加工時如何選擇合適的銑刀和銑削方式?
發布時間:
2020-02-10 10:54
來源:
選擇合適的銑削刀具,在面銑加工中采用滾動切入法,以及在條件適合時用銑刀進行孔加工,制造商可以在無需投資購買新設備的情況下,大幅提高生產能力,提高加工效率而節省大量時間和成本。
在選擇適合加工任務的銑刀時,必須考慮被加工零件的幾何形狀、尺寸和工件材質的各種問題。
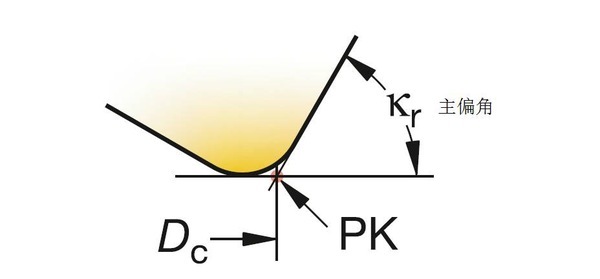
銑刀主偏角
主偏角為切削刃與切削平面的夾角。主偏角對徑向切削力和切削深度影響很大。徑向切削力的大小直接影響切削功率和刀具的抗振性能。
銑刀的主偏角越小,其徑向切削力越小,抗振性也越好,但切削深度也隨之減小。
在銑削帶方肩的平面時選用 90°主偏角。該類刀具通用性好,在單件、小批量加工中選用。由于該類刀具的徑向切削力等于切削力,進給抗力大,易振動,因而要求機床具有較大功率和足夠的剛性。
在加工帶方肩的平面時,也可選用88°主偏角的銑刀。較之90°主偏角銑刀,其切削性能有一定改善。90°方肩銑刀進行平面銑削的情況也十分常見。在某些情況下,這 種選擇有其合理性。銑削的工件形狀不規則,或鑄件表面會導致切深量發 生變化,方肩銑刀可能是最佳選擇。但在其他情況下,選用標準的45° 面銑刀可能會獲益更多。
當銑刀的切入角小于90°時,由于切屑變薄,軸向切屑厚度會小于 銑刀的進給率,則銑刀切入角將對其適用的每齒進給量產生很大的影響。
在面銑加工中,切入角為45°的面銑刀會使切屑變得更薄。隨著切入角的減小,切屑厚度會小于每齒進給量,而這反過來可以使進給率提高到原來的1.4倍。 45°主偏角銑刀的徑向切削力大幅度減小,約等于軸向切削力,切削載荷分布在較長的切削刃上,具有很好的抗振性,適用于鏜銑床主軸懸 伸較長的加工場合。用該類刀具加工平面時,刀片破損率低,耐用度高; 在加工鑄鐵件時,工件邊緣不易產生崩刃。
上一頁
下一頁
相關新聞
選擇合適的銑削刀具,在面銑加工中采用滾動切入法,以及在條件適合時用銑刀進行孔加工,制造商可以在無需投資購買新設備的情況下,大幅提高生產能力,提高加工效率而節省大量時間和成本。
聯系方式

-
杭州萬順金剛石工具有限公司
電話:0571-86383128
傳真:0571-86371798
郵箱:wstools@wstools.net